| Basic Differences
Potassium Hydroxide vs. Sodium Hydroxide · Molecular Weight 56 : 40· Soap Density Higher
· Lower Reactivity on Triglycerides
|
 |
| Basic Differences
Potassium Hydroxide vs. Sodium Hydroxide · Molecular Weight 56 : 40· Soap Density Higher
· Lower Reactivity on Triglycerides
|
|
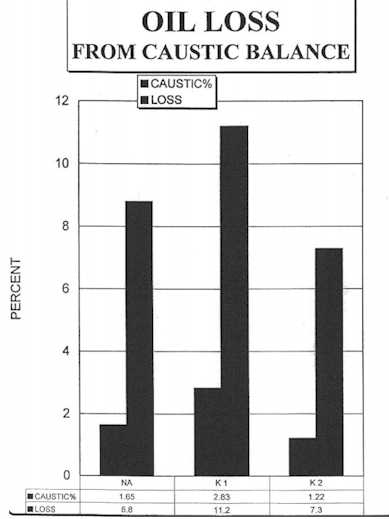
OIL LOSS CALCULATIONS
|
NAOH |
KOH I |
KOH 2 |
|
|
MEASUREMENTS: |
|||
|
REFINED OtL LBS (R) |
76,328 |
75,807 |
75,008 |
|
WET CAUSTIC USED |
7,034 |
8,285 |
3,489 |
|
CAUSTIC CONCENTRATION |
19.6% |
29.0% |
28.6% |
|
DRY CAUSTIC USED (D) |
1,379 |
2,403 |
992 |
|
SOAP M&V(M) |
57.5% |
44.6% |
48.4% |
|
SOAP PERCENT CAUSTIC (S) |
6.7% |
11.1% |
7.4% |
|
CALCULATIONS: |
|||
|
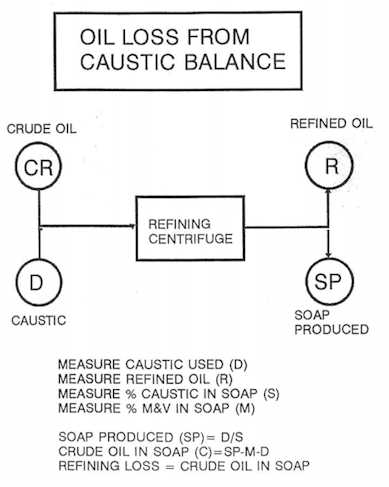
SOAPSTOCK PRODUCED (SP) = D/S |
20,577 |
21,645 |
13,407 |
|
CRUDE OIL IN SOAP (C)=[SP X (100-(M+S))] |
7,367 |
9,589 |
5,926 |
|
REFINING LOSS = [C/(C+R) X 100 |
8.8 |
11.2 |
7.3 |
|
ECONOMIC ANALYSIS USING CRUDE COTTONSEED OIL |
|||
|
NAOH |
KOH |
SAVINGS |
|
|
CRUDE % FFA |
1.0% |
1.0% |
|
|
CRUDE REFINED (Million lbs) |
1.0 |
1.0 |
|
|
% DRY CAUSTIC TREAT (based on excess) |
1.65% |
1.22% |
|
|
DRY CAUSTIC USAGE (lbs/yr) |
16,500 |
12,200 |
|
|
CAUSTIC PURCHASED (lbs/yr) |
33,000 |
27,111 |
|
|
CAUSTIC PRICE ($/TON) - DRY |
375 |
585 |
|
|
CAUSTIC PRICE ($/LB) – WET |
0.094 |
0.146 |
|
|
CAUSTIC PURCHASED ($/yr) |
$3,094 |
$3,965 |
$871 |
|
OIL YIELD IMPROVEMENT (%) |
1.50% |
||
|
YIELD IMPROVEMENT (lbs/yr) |
15,000 |
||
|
YIELD IMPROVEMENT @ $0.28/LB ($/YR) |
$4,200 |
||
|
NET SAVINGS ($/yr) |
$3,329 |
||
TEST OBSERVATIONS
POTASSIUM HYDROXIDE vs. SODIUM HYDROXIDE
·
Easier To Control Separationo
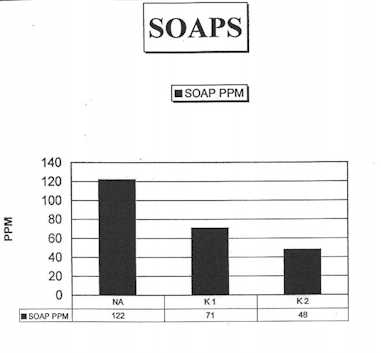
Lower Soapso
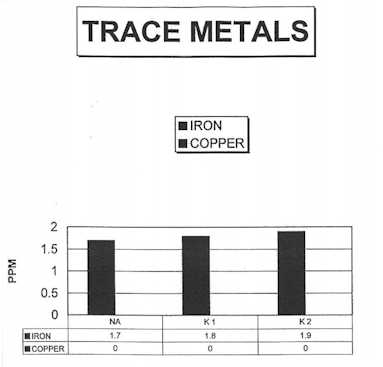
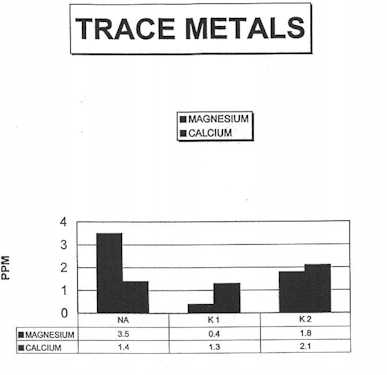
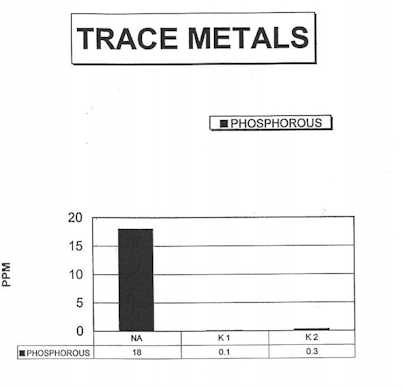
Lower Trace Metalso
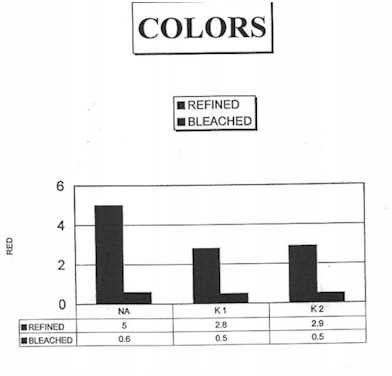
Lower Colorso
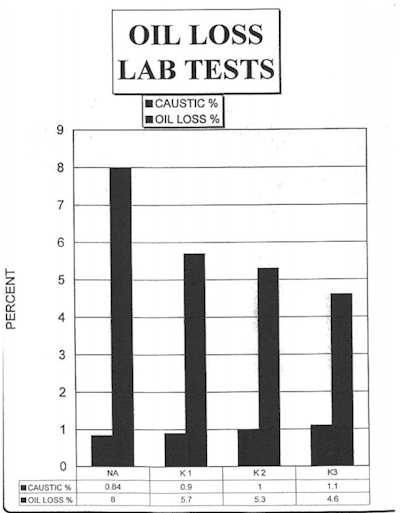
Lowers Oil Loss·
Heavier/More Fluid Soapo
Less Moisture in Soapo
Soap Easier to Pumpo
Centrifuge Easier to Clean
"OPERATORS WANTED TO STAY ON POTASSIUM HYDROXIDE".............
Steve Cooper, Osceola Products